



CẮT - CHẤN CNC
Dập uốn là quy trình làm biến dạng tấm thép phẳng. Nó là quá trình gia công ngay sau quá trình cắt. Tấm gia công đặt nằm trên khuôn chấn có miệng dạng hình chữ V. Khuôn chấn hình chữ V (khuôn dập) dập tấm gia công theo miệng v và vì thế có thể chấn theo góc mong muốn. Cơ Khí Cường Phát giới thiệu hai kỹ thuật chấn: Chấn 3 điểm và chấn 2 điểm.
Ở máy chấn 3 điểm, khuôn chấn trên sẽ chấn tấm gia công trải dài đến bàn làm việc của khuôn chấn dưới. Theo cách này, bàn làm việc của khuôn chấn dưới tạo ra điểm đỡ thứ ba ngoài hai mép bên. Độ sâu của khuôn chấn dưới được điều chỉnh dễ dàng, do đó có thể thiết lập các góc chấn khác nhau với độ chính xác rất cao nhưng không cần thay khuôn chấn. Máy chấn 3 điểm kết hợp chặt chẽ độ định hình chính xác và sự linh hoạt của máy chấn bằng khí nén. Máy chấn 3 điểm yêu cầu lực chấn lớn hơn máy chấn bằng khí nén.
Độ chính xác

Độ chính xác là thước đo quan trọng nhất đối với máy chấn tôn. Trên thực tế, không thể tránh khỏi độ lệch nhẹ từ góc chấn mong muốn. Về cơ bản, góc chấn có thể không chính xác hoặc có thể thay đổi dọc theo toàn bộ chiều dài chấn. Cả hai phương pháp, chấn 3 điểm và bằng khí nén, đều có hệ thống bù trừ để điều chỉnh những sai sót này. Ở máy chấn 3 điểm, đệm thủy lực được tích hợp trong kẹp khuôn chấn trên, bảo đảm lực chấn được phân bổ đều dọc theo toàn bộ chiều dài chấn. Cơ Khí Cường Phát sử dụng kỹ thuật độ vồng thủy lực động độc đáo cho máy chấn bằng khí nén: Khuôn trên và dưới được uốn cong đặc biệt để điều chỉnh mọi biến dạng phát sinh trong khi gia công chấn.


Từ khóa: Gia công cắt cnc, gia công chấn cnc, gia công cnc, cắt chấn cnc.
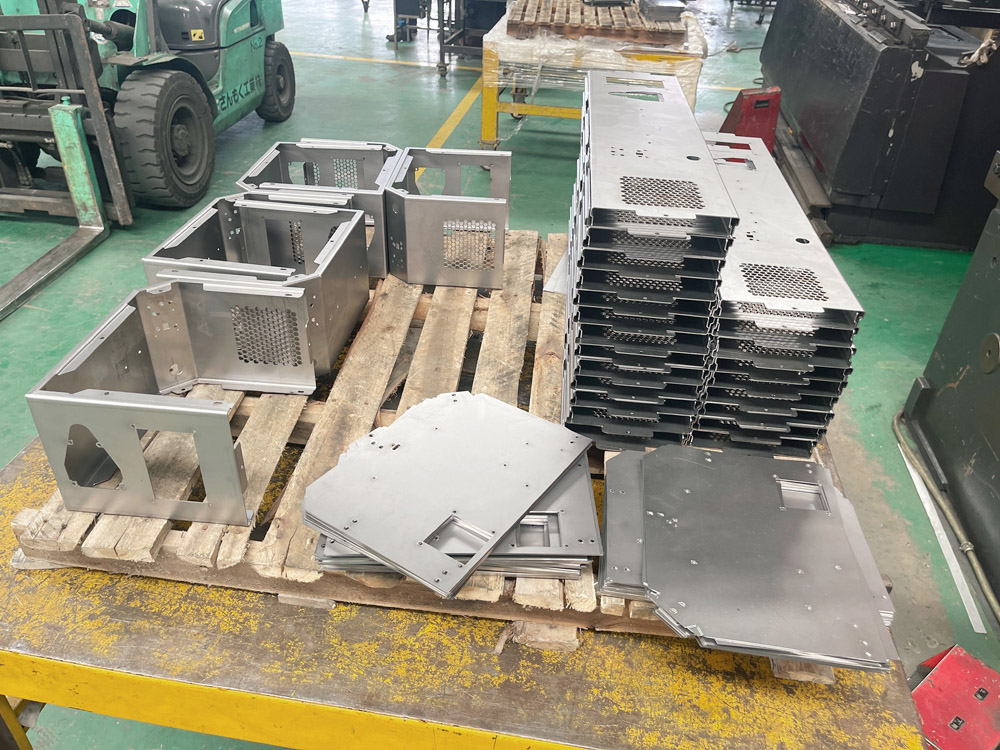
Hình ảnh


















